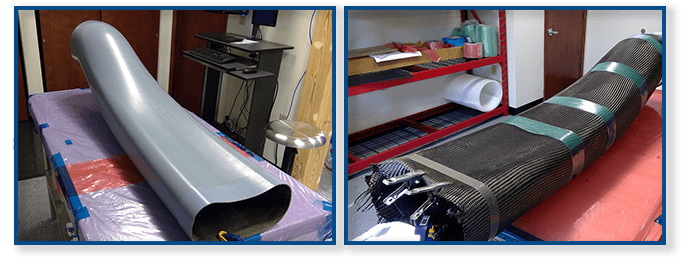
PROBLEM -Fabricate a 52” long by 12” diameter inlet duct for a tactical UAV at a lower cost than hand applied carbon pre-preg and an autoclave cure while maintaining equal performance and quality.
OPPORTUNITY – Drive down overall cost without impacting performance by delivering a composite inlet duct using dry carbon fiber and epoxy resin infusion with an oven cure.
SOLUTION – The tactical UAV inlet duct was made using a Smart Tool that acts like a mandrel during cure. Custom dry carbon fiber braided sleeves were hand applied to the Smart Tool and epoxy resin was infused using vacuum assisted resin transfer molding (VARTM) in an oven. This resulted in a composite inlet duct that has equal performance to the autoclave cured carbon pre-preg inlet duct but with a substantial 48% reduction in cost.

PREPREG PROCESS
Barrier release film was applied to a Smart Tool that acts as a mandrel during cure and carbon fiber pre-preg was applied directly onto the released Smart Tool following the ply schedule. Once completed, the laid up Smart Tool had a release ply was wrapped around the pre-preg, breather was applied and then a vacuum bag was placed both inside and outside the Smart Tool and sealed with vacuum tape.
The assembly was placed on a stand in an autoclave for a 9 hour cure cycle. After the cure was complete and consumables were removed, the composite inlet duct and Smart Tool were placed in an oven and once the temperature exceeded 325°F, the then elastic Smart Tool was extracted from the cured composite inlet duct and reformed to begin the next cycle.
HAWTHORN COMPOSITES PROCESS
Barrier release film was applied to a Smart Tool that acts as a mandrel during cure and custom, dry carbon fiber, braided sleevings that were engineered to accomplish the strength characteristics of the pre-ply schedules were hand applied to the Smart Tool.
The braided sleevings were secured to the Smart Tool to prevent slippage and then a release ply was wrapped around the dry carbon fiber sleevings. A strip of flow media was attached to the release ply and then a vacuum bag was placed both inside and outside of the prepped Smart Tool. Next tubing was inletted and exited through the vacuum bag and into the dry carbon fiber and the vacuum bags and tubing were sealed with vacuum tape.

Next the infusion prepped assembly was placed in a stand and put in the oven. The oven temperature is elevated to 250°F and at the proper temperature epoxy resin is VARTM infused. Once infusion was complete, the resin inlet valve was closed vacuum was maintained through the initial cure cycle.
Once the initial cure cycle was complete, consumables were removed and the temperature was elevated to 350°F for a post cure cycle that elevated the composite part Tg. After the post cure cycle is complete and the oven starts its cool down, the now elastic Smart Tool is removed from the cure composite inlet duct and reformed to begin the next fabrication cycle.

RESULTS
The pre-preg process composite inlet duct was made for $6,000 using hand applied pre-preg and an autoclave cure. The Hawthorn Composites process of using custom dry carbon fiber braided sleevings and VARTM infused epoxy resin with an oven cure was made for $3,100 per composite inlet duct for a substantial 48% savings.

Hawthorn Composites can engineer and fabricate complex geometry composite parts that deliver significantly lower cost through a combination of material and process selections and deployment of novel manufacturing methods.
Hawthorn Composites delivers high value composite parts and has produced composite parts for a broad spectrum of complex geometries that include fuselages for missiles, inlet ducts for tactical UAVs, fuselage and wings for a tactical UAV, wings for a drone, ducts for a rotorcraft, and other infused parts that include con rods and hubs.
Get the Hawthorn Advantage by contacting us at contact@hawthroncomposites.com